
В состав компьютерной системы измерения и локализации дисбаланса входит блок измерения и управления «Грас-2.1», который состоит из модуля подготовки и преобразования сигналов вибродатчиков и лазерного датчика метки, а также электронный узел запуска, останова и плавной регулировки частоты вращения электродвигателя привода. Связь между блоком «Грас-2.1» и компьютером осуществляется по интерфейсу USB 2.0.
Опустим установку ротора на опоры балансировочного станка и одевание ремня.
1. Необходимо нанести на ротор метку, от которой будет отражаться луч лазера. Как правило, для этой цели используется обычный канцелярский штрих белого цвета. Нанесенная метка является 0 градусов, от нее идет отсчет до 360 градусов в направлении обратном направлению вращения ротора при балансировке.
В процессе балансировки существует необходимость определения угла на котором производится добавление или удаление материала. Если ротор имеет характерные элементы (ламели, выступы, бобышки, лопасти и т.п.), то метка наносится на или напротив этого элемента и зная угол между элементами легко определить нужный для коррекции дисбаланса угол.
В случае комплектования балансировочного станка системой автоматического доворота ротора оператору достаточно лишь нажать кнопку соответствующей необходимой плоскости коррекции и балансировочная система сама повернет ротор на необходимый угол, место падения луча лазера на поверхность ротора и будет местом коррекции дисбаланса.
При балансировке тяжелых роторов, оператор вручную поворачивает ротор на опорах балансировочного станка до совмещения стрелки на экране с отметкой места расположения дисбаланса, при этом раздается звуковой сигнал.

Рис. 1
2. Компьютер с установленным программным обеспечением «Росбал-Софт 2.7.5» должен быть подключен к блоку «Грас-2.1».
В первом окне интерфейса программы (см. рис.2) присваиваем балансируемой детали уникальное имя, выбираем тип ротора (межопорный, консольный, двухконсольный и т.д), далее измеряем линейкой или штангенциркулем и вводим геометрические параметры ротора, а именно расстояние от левой опоры до левой плоскости коррекции, расстояние от левой опоры до правой плоскости коррекции, расстояние между левой и правой опорами.
Также необходимо ввести радиусы плоскостей коррекции. Если заранее неизвестен допуск точности балансировки, то его можно рассчитать, зная требуемый класс точности (классы точности) балансировки, массу ротора и рабочую скорость вращения.

Рис. 2
3. Производим пуск привода вращения балансируемой детали. Если уровень дисбаланса неизвестен, то для предотвращения повреждения системы в случае очень большого начального дисбаланса (особенно для роторов больших масс), производится автоматический или ручной плавный набор скорости до оптимального диапазона частот вращения.
После этого система производит измерение амплитуды и фазы колебаний на левой и правой опорах, происходит автоматический останов, и на мониторе появляется окно с предложением произвести калибровку ротора, если такой ротор балансируется впервые.
4. Калибровка ротора производится методом трех пусков. Первый пуск описан в п.3. После первого пуска программа «Росбал-Софт 2.7.5» рекомендует оператору разместить первый калибровочный груз известной массы в левой плоскости коррекции на известный угол относительно метки - это, как правило 0 градусов.
Производится запуск привода, стабилизация вращения, измерение и сохранение результатов и останов ротора. Далее калибровочный груз переносится в правую плоскость коррекции и процедура повторяется.
После останова на экране монитора появляется интерфейсное окно в котором в полярных координатах и числовых значениях отображается, угол и количество в граммах материала, которое необходимо добавить или удалить, чтобы сбалансировать ротор (см. рис. 3)

Рис. 3
В дальнейшем калибровочные данные ротора сохраняются на жестком диске компьютера в виде файла под уникальным именем и балансировка производится за один пуск.
В большинстве случаев сбалансировать ротор за один пуск не удается из-за погрешности связанной с удалением или добавлением большего или меньшего, чем нужно количества материала, а также ошибок по углу. Так ошибка в 5 градусов, при условии отсутствия ошибки по массе, позволит скорректировать дисбаланс на 90% в текущей плоскости коррекции за один пуск.
При балансировке большинства роторов, можно достаточно точно удалить или добавить материал. Например, зная плотность материала ротора и диаметр сверла или диаметр и толщину дисковой фрезы можно с помощью программы «Росбал-Софт 2.7.5» определить глубину сверления или фрезерования необходимую для удаления нужного количества материала. Или если балансировка ведется добавлением, то, зная массу балансировочных шайб или мастики, можно также достаточно точно произвести балансировку за 1-3 пуска.
В случае балансировки роторов турбокомпрессоров, точно удалить необходимое количество материала за один раз не представляется возможным, так как материал удаляется, как правило, при помощи абразивных кругов, вручную. Поэтому для высококачественной балансировки ротора турбины необходимо не менее 5 пусков, иногда до 10 и больше.
После балансировки любого ротора существует возможность получить результаты в печатной форме, где будут отображены, имя ротора, дата балансировки, уровень начального дисбаланса и остаточный дисбаланс по обеим плоскостям коррекции.

Балансировочные станки серии БС-44H (в дорезонансном исполнении)
Горизонтальные балансировочные станки серии БС-44H в дорезонансном исполнении для динамической балансировки роторов массой от 3 кг до 20000 кг

Балансировочные станки серии БС-44S (в зарезонансном исполнении)
Горизонтальные балансировочные станки серии БС-44S в зарезонансном исполнении для динамической балансировки роторов массой от 3 кг до 10000 кг

Балансировочные станки серии БС-34
Балансировочные станки для роторов. Серия 34. Точность - до 0,1 гхмм/кг, универсальность. Балансировка роторов от 3 кг до 150 кг.

Балансировочные станки серии БС-24
Балансировочные станки для роторов. Серия 24. Точность - до 0,05 гхмм/кг, универсальность. Балансировка роторов массой от 50 грамм до 10 килограмм.

Станок балансировочный БС-24-5T для роторов турбокомпрессоров
Балансировочный станок для двухплоскостной балансировки роторов турбокомпрессоров массой от 50 г до 5 кг

Балансировочные станки для карданных валов серии БСК-44-100
Станок предназначен для динамической балансировки карданных валов различных типов массой от от 5 кг до 150 кг
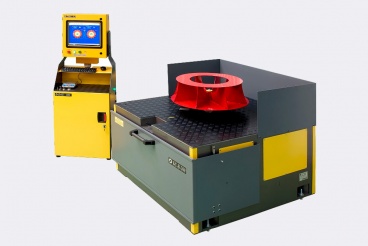
Вертикальные балансировочные станки серии БС-В
Высокоточные вертикальные балансировочные станки серии БС-В дорезонансного типа для балансировки рабочих колес насосов, вентиляторов и других похожих тел вращения.

Стойка измерения управления «DAS - 382» и «DAS - 383»
Балансировочные станки для балансировки роторов средней и большой массы оснащаются напольными стойками измерения и управления серии «DAS-38x». Серия включает в себя модели «DAS - 382» и «DAS - 383».

Блок измерения управления «Грас 3.2» и «Грас 3.3»
Балансировочные станки производства компании «Робалс» оснащаются новейшей измерительной системой на базе блоков измерения и управления «Грас 3.2» и «Грас 3.3».

Контрольные роторы
Специальные контрольные роторы, спроектированные по требованиям ГОСТ, для проверки точностных параметров балансировочных станков.